 微信服务号
微信服务号生产工艺
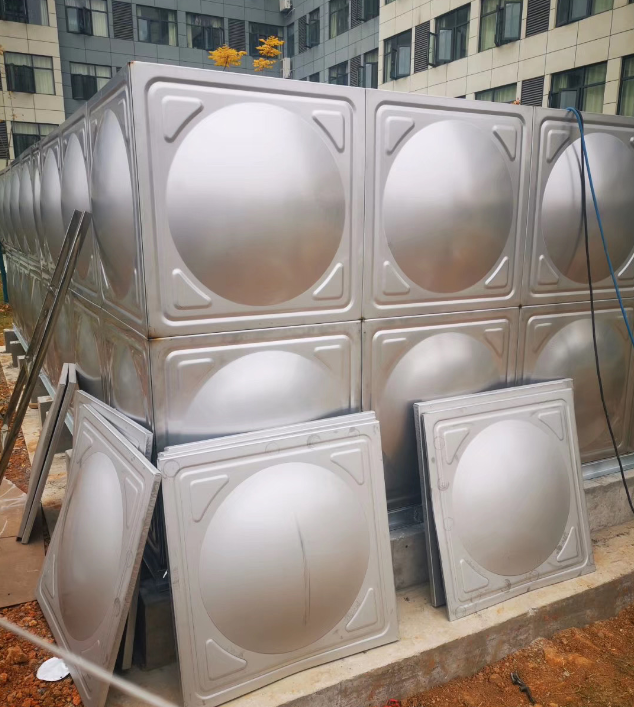
不锈钢水箱和装配式不锈钢水箱特点及施工方案
来源:本站 点击:5218 时间:2020-06-07
我们以往用得多的是水泥水箱,玻璃水箱,但水泥水箱容易生青苔、滋养水生物,玻璃水箱容易破裂。随着社会的发展,现在社会上用不锈钢水箱越来越多了。下面我们就来说说不锈钢水箱中的装配式不锈钢水箱。
装配式不锈钢水箱产品的研发彻底解决了有些不锈钢水箱结构落后、安装困难、防腐效果差、使用寿命短等缺陷,具有制造安装不受土建施工影响、不受场地和起重设备的限制;防锈、防腐、防水质二次污染等优点。
不锈钢水箱的特点:
1、 永不生锈:选用食品级不锈钢板,彻底反射太阳光线,不吸收阳光热量,不滋生藻类,任何 时候都保证水质清洁。
2、 重量轻,价格低:采用独特的板型,高难度的冲压成型工艺。以小材料消耗达到高强度的 使用要求,重量仅为普通钢板水箱的三分之一,虽选用了不锈钢板,但价格接近普通碳钢板水箱 。
3、 外形美观:流畅的线条,独特的造型,完美的设计,令人赏心悦目。
4、 永不渗漏:独特的结构设计,采用氩弧焊全焊接,现场组装,具有超卓的强度,与螺栓结构 不同,省去密封条,不会出现漏水或密封不严现象。
5、 可任意组合:保温施工容易,容积可满足用户要求,安装现场无特殊要求,如有需要,可提 供保温。
不锈钢水箱施工方案:
1、根据水箱规格型号设计要求,采用装配式水箱模压块板材,进行划线,把划好线的板材送到剪板机上剪成106×106cm的方块.板块剪好后,再剪切四个角,每个角切成90度角,再送到液压机进行模压成100×100cm和50×50cm的凹凸板块,凹凸板的翻边均为90。直角和45。角翻边,然后用氩弧焊焊接四个角。
2、材料进入现场后,先把模压的板块进行拼装组合,采用氩弧焊和电焊相结合的工艺,根据水箱尺寸长×宽×高进行焊接,把模压好的板块一起组合成水箱的几大板面或把压块按水箱长宽分几块结合焊接,然后一层一层的向水箱顶部焊接,操作时根据施工现场场地施展而定。
3、几大板面拼装组合后,应做好箱底拼装焊接准备,焊接水箱底板时,先对好水箱底板尺寸,然后在水箱基础上面布好底板进行焊接,底板焊好后,对焊缝进行火油检验或目测检查,不要虚焊、漏焊、脱焊等现象。
4、底板焊好后,进行墙板和底板焊接,焊接是先把一面一面的码好在水箱的底板上,四墙码好后,把水箱四角压好的45。压边进行调整连接,复尺一般相对角不过2mm,要求在一条直线上,四角要求氩弧焊接,底部和墙面连接处90。直角采用电焊焊接。
5、水箱底部和墙面焊好后,再进行顶部和墙面的焊接,边与边要求基本在一条水平线上。水箱人孔根据客户要求焊接在相应位置上,一般都设在靠近进水孔浮球处。
6、水箱箱体焊好后,接着开进水、出水、溢流、排污、消防孔,再进行水箱扶梯的焊接。
7、水箱拉筋,采用不锈钢板,经折角机折成90。直角角钢和槽钢,焊接在水箱里面,主要起加强作用以免水箱变形,槽钢拉筋是用来焊接水箱底部到顶部间的支撑。拉筋焊接是由底部向上50cm处一层,一层纵横间距为1m×1m,二层距离一层50cm,高和间距以此类推。墙体与墙体、墙体与底板、墙体与顶板之间用角钢焊接。
8、水箱焊好后,进行焊缝、油检,把煤油涂在水箱箱体外板块与板块之间缝隙处,然后在水箱内焊缝处进行目测检漏,水箱不渗漏。
9、油检后,如水箱没有渗漏现象,清理水箱焊渣、杂物,检查焊接部位有没有虚焊、漏焊、脱焊等现象。
10、除焊斑。先在焊缝上涂一层除污剂,等15—20分钟后进行清水冲洗,边冲边洗刷,直到把焊斑除清为止。
11、水试压。焊好水箱,各项工作结束后,对水箱进行注水试压,检查水箱四周焊缝,有没有渗漏或渗水现象,如果没有则把水箱水放掉在进行清洗一遍,以保水箱里面的水清洁卫生。
12、场外清理,水箱经业主负责人和监理验收合格后,交付使用。
 鄂公网安备 42011202000782号
鄂公网安备 42011202000782号